機械社區
標題: 舉例專用夾具對加工轉向節臂的妙用 [打印本頁]
作者: jiajoin 時間: 2018-11-21 09:31
標題: 舉例專用夾具對加工轉向節臂的妙用
汽車的轉向節臂是汽車轉向系統的關鍵零件,目前針對轉向節臂零件鍵槽的加工,需要銑削工藝來完成,經常采用的辦法仍然是將轉向節臂零件直接放在V 型鐵上用壓板壓緊固定的人工手動操作方式。由于加工轉向節臂工件所需要的加工輔助時間較長,工人勞動強度比較大,生產效率極低。
為了解決上述問題,需要設計一套汽車轉向節臂鍵槽液壓銑床專用夾具,機動裝夾、找正工件,節省了加工工件所需的輔助時間,降低了工人的勞動強度,大大提高了機床的工作效率。
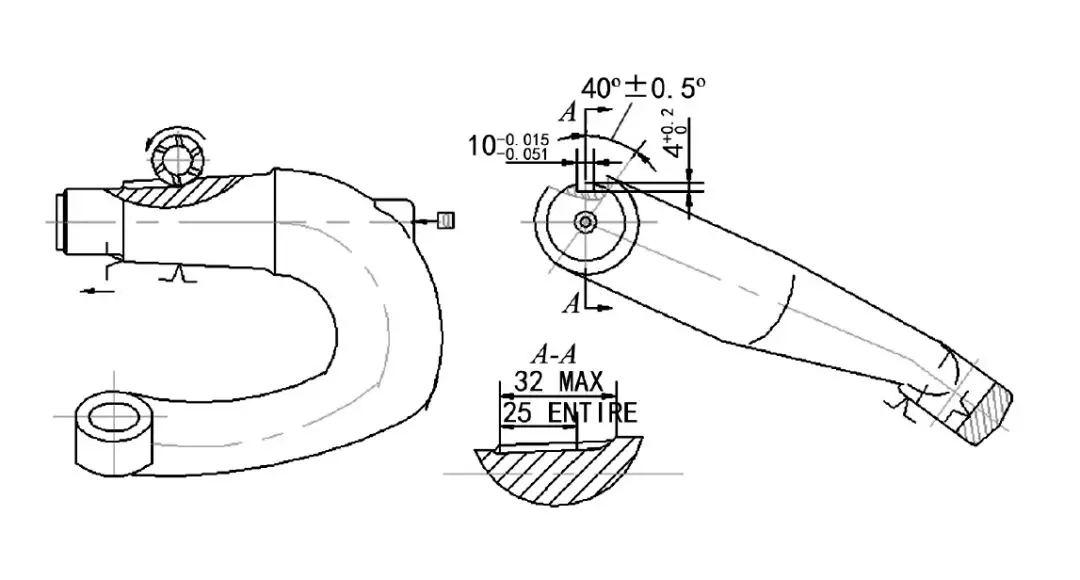
銑鍵槽工序要求銑平行于錐體母線的鍵槽,保證槽寬為9.949~9.985 m;槽深為4.0~4.48 mm,完整鍵槽長度為25mm,最大銑削長度為32mm,表面粗糙度槽底Ra≤12.5 μm,槽側Ra≤6.3μm,保證鍵槽中心線與1:10錐孔中心線夾角為39.5°~40.5°。
圖1 工件銑鍵槽工序定位簡圖
經過分析比較,最后選擇以轉向節臂左側軸端30 mm 處作為主要定位基準,限制工件空間5 個方向的自由度,繞錐孔旋轉的自由度沒有被限制,它影響鍵槽中心線與1: 10 錐孔中心線的夾角精度,需要限制,所以增加彎軸錐孔處30 mm 端面為定位面限制工件轉動,至此,工件在夾具中完全定位,工件的位置被唯一確定。
工裝夾具設計要求(1)對工件的夾緊使用液壓缸驅動,對夾緊臂進行斜度拉緊。
(2)重新安裝夾具后要注意前后左右的定位位置。
(3)工裝中間螺栓在安裝后要擰緊,否則會產生顫動。
(4)夾緊爪與工件斜面緊密貼合夾緊,切勿敲擊夾爪表面。更換夾緊爪可進行不同品種零件加工。
(5)注意工裝的表面清潔。不要在液壓站上放置雜物。
(6)夾具制造簡單,操作靈活、方便可靠,裝卸零件的時間不得超過30 s。
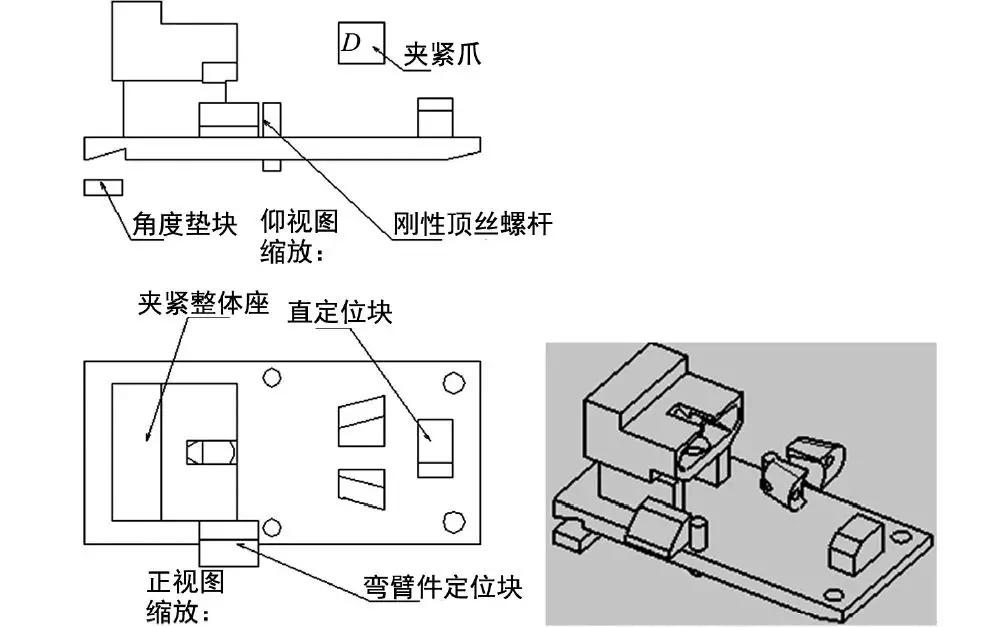
專用夾具結構設計如圖2所示,夾緊爪是帶有斜度的卡爪,斜度與工件斜度保持一致,工作時,卡爪與工件鍵槽斜度錐面貼合,后面由液壓系統拉緊卡爪實現夾緊。由于卡爪反復與工件斜面摩擦,所以對卡爪的硬度要求較高,卡爪需淬火處理。針對不同規格的轉向節臂工件,設計了三幅卡爪,每副卡爪設計兩套。夾具附件還包括夾具本體、定位錐銷以及定位塊。
圖2 汽車轉向節臂專用夾具結構圖
夾具的調整和夾緊、放松工作過程同一種規格的轉向節臂工件在夾具上的縱向位置和中心高均不需調整,不同種規格的轉向節臂工件需要相應調整工件在夾具上的縱向位置和中心高。縱向位置的調整通過液壓銑床工作臺的移動進行微調。中心高的調整通過工作臺的上下移動進行微調。不同斜度的工件,通過更換與之相對應不同斜度的卡爪來實現配合拉緊。
液壓系統提供的液壓油由夾緊油路通過夾緊進油體進入油缸體的無桿腔內,推動活塞桿向后運動,活塞桿通過拉桿拉緊卡爪,卡爪抱緊工件,實現夾緊動作; 需要放松工件時,液壓系統的換向閥換向,液壓油路切換到放松進油體內,液壓油進入油缸體的有桿腔,上述動作逆轉,卡爪放松工件。
液壓式鍵槽專用銑床工作原理及配件明細為配合轉向節臂工件在專用夾具上的加工,對銑床進行改造,使其成為液壓銑床,液壓銑床主軸部分采用北京第一機床廠CW62 臥式萬能銑床主軸,機床側面有變速手柄,變速方便,11 kW 主電機驅動盤銑刀銑削鍵槽。變速掛檔時可輕微轉動主軸。銑削鍵槽零件時,一般速度在235 r /min。主軸箱潤滑油每年進行一次清潔檢查。
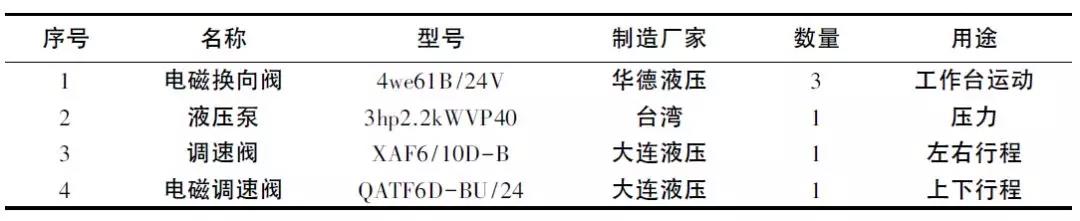
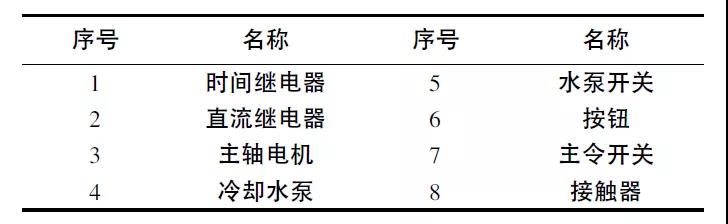
針對主要增加的液壓系統以及電氣控制部分,所需要的配件如表1所列,表2為電氣控制部分配件。
表1 液壓系統配件
表2 電氣控制部分配件
加工工件時,工作臺上下、左右進給均采用液壓驅動。液壓壓力一般在5~7 MPa 之間。工作臺移動速度用液壓調速閥控制。試切工件時,應使用手動進給方式,注意工進時速度慢,非工進時速度快。左行程調整,可使用工作臺左端的定位螺栓調整。右行程調整,可使用擋塊調整。深度銑削時,工進速度與快進速度自動轉換,轉換位置處設有擋塊,通過調整擋塊位置設置工進與快進的轉換。工作臺深度銑削關系到零件鍵槽深度精度,需要時,可使用前端手柄進行微調。工作臺前后進給通過手柄轉動絲杠調整。
(來源機械社區)
% i4 e( E) I* ]2 O7 I6 V' z
作者: 遠祥 時間: 2018-11-21 19:28
機床夾具,設計方式還是挺不錯的!
| 歡迎光臨 機械社區 (http://www.odgf.cn/) |
Powered by Discuz! X3.4 |
主站蜘蛛池模板:
最新国产精品久久精品|
国产综合精品久久丫
|
在线亚洲专区高清中文字幕|
人妻少妇精品视频专区|
18黑白丝水手服自慰喷水网站|
亚洲色图一区二区在线观看免费|
欧美制服一区在线|
国产av在线www污污污十八禁
|
一本色道久久88加勒比—综合|
国产成人精品久久一区二区三区|
欧美成aⅴ人一区蜜臀|
久久中文骚妇内射|
福利一区视频网|
国产午夜毛片v一区二区三区|
人妻无码久久精品人妻|
亚洲精品无码永久在线观看性色|
777精品久无码人妻蜜桃|
成人网视频一区二区|
黑人精品xxx一区二区|
日韩综合网一区二区三区|
欧美成人看片一区二区|
亚洲综合av永久无码精品一区二区
|
又爽又黄又无遮挡网站动态图|
性做无码视频在线观看|
在线 国产 精品 蜜芽|
亚洲色爱免费观看视频|
av无码制服丝袜国产日韩|
国产精品久久久久久2021|
中文字幕日本特黄aa毛片|
久久永久免费人妻精品下载|
青青青国产免费线在|
另类内射国产在线|
夜夜高潮夜夜爽夜夜爱爱|
性久久久久久久|
亚洲无线看天堂av|
偷偷色噜狠狠狠狠的777米奇|
狼色精品人妻在线视频免费|
一区二区无人妻|
国产精品亚洲专区无码导航|
亚洲愉拍自拍另类天堂|
亚洲精品少妇一区二区|