�C(j��)�^(q��)
��(bi��o)�}: �P�c7�N��Ҋ�C(j��)е�ӹ��������㶼Ū���ˆ [��ӡ���]
����: ������ �r�g: 2018-11-27 10:01
��(bi��o)�}: �P�c7�N��Ҋ�C(j��)е�ӹ��������㶼Ū���ˆ
��������� ������ �� 2018-11-27 10:03 ��
$ c# F5 U3 C! I; Z1 a& i* {
1 B$ A4 w+ D n' G; K1 ^$ P�C(j��)е������ĵط����ڣ��ܞ��ճ�������˘O�����������܇��С���˵�����֪���������������ô�ӹ������Ć�͙C(j��)е��^(q��)С��һ�𣬁��˽�7�N�C(j��)е�ӹ����õķ�����
! Q7 r: C( |2 Z! [7 o b1 ?
1��܇���ӹ�
���S��ʲô�ֽ�܇�g���@��܇��ָ�ľ���܇���ӹ��ˡ�܇�����P(gu��n)�I���ڣ�Ҫ��Ҫ�ӹ��Ĺ������D(zhu��n)������Ȼ����ֱ���Ƅӵĵ��߿��������������������M(j��n)�е�����
���ȣ����������P�̶��ڙC(j��)���ϣ�������������늙C(j��)�Ď������M(j��n)�и����D(zhu��n)�ӣ��D(zhu��n)�ٿ������҂����ӹ���Ҫ���˞���ơ�Ȼ�Ϳ����_ʼ���Ƶ����ڹ��������M(j��n)�е������@���Q�顰�ߵ�������Ҋ��܇���������ø���䓻�Ӳ�|(zh��)�Ͻ��Ƴɣ��������������մɵ��ߺ��������ʯ����Ҳ�õĺV������ͬ�Π��܇�����ԝM����N�ӹ�Ҫ��
��������棬܇����ʹ���M��߀�����ڹ����ѽ�(j��ng)�пĵط�������(n��i)�����M(j��n)�о��ӹ���
$ ?$ ]; ^7 W# \5 b. Y/ P: Z
2������ӹ�
�f���ˡ�܇������㊡�����ɶ���䌍����߀���������D(zhu��n)�ļӹ���ʽ��ֻ���^�@��݆��㊵������D(zhu��n)�ˡ�
���y(t��ng)������ӹ��ЃɷN�����\�ӷ�ʽ��һ�N�������ψD�@�ӣ����ӹ��Ĺ����̶����ӣ���ȫ����㊵����ρ��Լ������D(zhu��n)��ƽ�ƣ�����һ�N���D��ʾ��㊵��μ������D(zhu��n)�\�ӣ�������������ǰ�����ҡ��������������Ƅӡ�
㊵���һ�N���е��ߣ���ÿһ�D(zhu��n)������ӹ��У�㊵�ÿ������ֻ���cһ�������������r�gͣЪ������ɢ�ᡣ�@��һ�����������е�܇����㊵�������Ч��Ҳ���ߡ���ͬ�Π��㊵�������ɸ��Nƽ�桢�_�A�桢���ۡ�ǻ�w�ļӹ���������r����������������ٶȡ��M(j��n)�o�������Ե���(������)�͂�(c��)�Ե���(�������)��Ҫ�ؽM�ɡ�
�N��Ҋ������ӹ���ʽ
1 h9 c2 p1 N- [3 {6 D% }
3�������ӹ�
�����ӹ��Ĺ���ԭ��һĿ��Ȼ�����ε������\�ӣ��c܇�������������a(ch��n)Ч�ʘO�ͣ�����Ҳ����O(sh��)����߽Y(ji��)��(g��u)����ʹ�÷��㣬Ŀǰ߀�����ڴֲ�̎�������ı��档
* a9 [1 i8 l2 D+ P. |8 {
4��ĥ���ӹ�
ĥ���ӹ�������ɰ݆��ɰ��֮�ĥ�ߌ����������M(j��n)�������ӹ����ڬF(xi��n)��ļӹ��У�ĥ���^�ѽ�(j��ng)���Ժܳ���ؼ��ɵ���(sh��)��㊴��ļӹ����ă�(n��i)��
; b9 x/ Z S3 @. x
5���X��ӹ�
�X��ӹ����µļӹ���ʽ���@�N�ӹ���ʽ�֞�ɴ��һ�N�dz��η�������һ�N��չ�ɷ������η���Ҫ������ͨ㊴��M(j��n)�мӹ������ߞ����㊵�����Ҫ���ߵ����D(zhu��n)�\�Ӻ�ֱ���Ƅ��@�ɂ����εij����\�ӡ���չ�ɷ��ӹ��X��ij��ÙC(j��)����L�X�C(j��)�����X�C(j��)�ȡ�
# {2 C+ D @% b5 O
6����(f��)�s����ӹ�
���ڏ�(f��)�s����ļӹ�����(sh��)�ؙC(j��)���������È������S����������ӹ�����Ҫ���÷���㊺͔�(sh��)��㊵ķ������طN�ӹ�����������㊱����ԭ�����鿿ģ���ӹ������^�����^��һֱ��һ���������|ԭ�����档�����^���\��׃�Q��늸������ӹ��Ŵ����㊴������S���\�ӣ��γɵ��^�������\�ӵ�܉�E��㊵�������c�����^�Ȱ돽�����^㊵�����(sh��)�ؼ��g(sh��)�ij��F(xi��n)������ӹ��ṩ�˸���Ч�ķ�����
2 J1 I4 p$ C* V k$ u' f( u% g
7�� �����ӹ���ˇ
���@��ˇ
3 _2 g8 A5 H/ h' ?. H
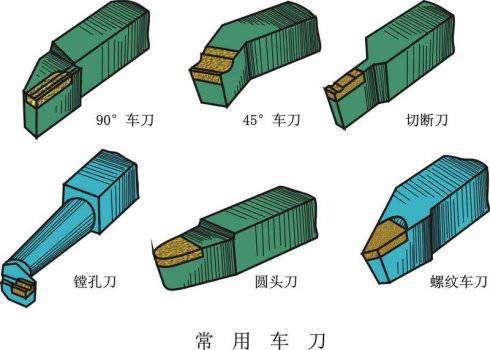
���@�����@�וr��һ����r�£��@�^��(y��ng)ͬ�r��Ƀɂ��\�ӣ����\�ӣ����@�^�@�S�������D(zhu��n)�\��(�����\��)���o���\�ӣ����@�^�����S������?q��)���������ֱ���\��(�M(j��n)�o�\��)���@�וr����Ҫ�����@�^�Y(ji��)��(g��u)�ϴ��ڵ�ȱ�c��Ӱ푼ӹ��|(zh��)�����ӹ�����һ����IT10�����£�����ֲڶȞ�Ra12.5��m���ҡ��ٴּӹ���
�����S��(sh��)�ؼӹ�
1 x" N$ A( E0 ^
���S��(sh��)�ؼӹ���ͬ�r����4����������(bi��o)�S��(li��n)�ӣ�����(sh��)��㊡���(sh��)���M����(sh��)���@�ȹ��ܽM����һ�𣬹�����һ���b�A���Ԍ��ӹ����M(j��n)��㊡��M���@�ȶ��ӹ�����Ч�ر��������ڶ�ΰ��b��ɵĶ�λ�`��ܿs�����a(ch��n)���ڣ���ӹ����ȡ�
������늳��e
9 j9 ?7 X! V' F8 e
���ٵ�늳��e��ͨ�^늽ⷽ������ͨ�^��늽��ꎘO�Ͻ����x�ӵ�߀ԭ����(y��ng)��늽Y(ji��)���^���ڹ��w�������ɽ��ٌӵ��^�̡���Ŀ���Ǹ�׃���w���ϵı������ܻ���ȡ�ض��ɷֺ����ܵĽ��ٲ��ϡ�
���Б�(y��ng)�ӟ�
! e# H0 o' j" W0 p0 O, [. F
�Б�(y��ng)�ӟ�����ŵ��Б�(y��ng)����(n��i)���Б�(y��ng)��һ����ݔ�����l����l����� (300-300000Hz�����)�Ŀ����~�ܡ��a(ch��n)����׃�ň��ڹ����Юa(ch��n)����ͬ�l�ʵĸБ�(y��ng)������@�N�Б�(y��ng)����ڹ����ķֲ��Dz�����ģ��ڱ��揊(qi��ng)�����ڃ�(n��i)�����������IJ��ӽ����㣬�����@�����wЧ��(y��ng)����ʹ��������Ѹ�ټӟᣬ�ڎ���犃�(n��i)����ض�������800-1000�棬���IJ��ض����ߺ�С��
�����ӹ�ˇ
7 S" Y6 O4 I' i/ m
늺���������ԭ���ǽ�ͨ220V��380V늉���ͨ�^늺��C(j��)��Ĝp����������늉�������(qi��ng)���������ʹ��ܮa(ch��n)�����늻������ڻ����l����F�������l����ʹ��F֮�g���ں��Ը��ߡ�
" W, L/ n* m5 Z! w+ Y8 A
����: ���љC(j��)�ӹ� �r�g: 2018-11-27 10:42
�ܽ��ˣ��x�x
����: E��ꖹ� �r�g: 2018-11-27 10:59
���Ӹ磬ٝ
����: qq642446015 �r�g: 2018-11-27 11:00
���������^
����: �����_IL2jJ �r�g: 2018-11-27 11:12
�ܽ���
����: huangfujian �r�g: 2018-11-27 11:22
㊵����@ô��N
����: δ����һվ �r�g: 2018-11-27 14:21
���ӹ�ˇ�DƬnice��
����: ncy502652960 �r�g: 2018-11-27 14:22
�W(xu��)��(x��)�ˣ�
����: ǰ���X �r�g: 2018-11-27 17:23
�F(xi��n)���кܶ�N�µĹ�ˇ
����: ��ɽLHS �r�g: 2018-11-27 18:11
�x�x�������q֪�R������
����: �h(yu��n)�� �r�g: 2018-11-27 20:43
ͦ�õ����T���̡̳�
| �gӭ���R �C(j��)е��^(q��) (http://www.odgf.cn/) |
Powered by Discuz! X3.4 |
��վ֩���ģ�壺
ŷ��������Ƶһ��������������
|
�й������ٸ�xxxx����|
91�þþ�����Ʒ����һ������|
��Ʒ�þþþþ���������|
����Ʒ�þþþ�һ����������|
����ëƬ�������Ƶ|
����Ʒ��Ƶһ������|
����vƬ��ѿ�һ������|
����Ʒ�Ʒ�˿������|
97���뾫Ʒ�ۺ�|
��ŷ���츾xx|
������Ʒһ������ ��ʧ��|
������Ʒ������������|
ŷ���պ���һ������|
�ձ��������������߰�|
����ݺݺ�һ������|
�ڳ��������ڿ����������Ƶ|
�þþ�Ʒ��������ҹɫav��վ|
��������av�������߿�|
��Ʒ ���� һ�� ����|
�츾��ʮ·��ʮ·Ϣ����|
���ij������뾫Ʒ�þþ�|
��ˬ�ûƵ���Ƶ|
һ������������Ʒ��Ƶ�ۿ�|
ŷ�������ձ������ۺ�����|
��ҹ���۵�Ӱ���߹ۿ�����|
�����ղ�ŷ����ƷƷ����|
����һ�������������ߵ�Ӱ|
�㽶�þ�ҹɫ��Ʒ��������|
�þ�������Ļ����˿��ϵ��|
������Ʒ�Ƽ�����һ������|
��ҹ����������Ƭ������̨����|
����ʽ��Ů������Ƶһ������|
������a�����˾�Ʒ����|
����Ʒ����av�����߹ۿ�����|
ŷ����������videos�ɲ���|
���������v������Ļ�þ�������|
����ëƬë��ˮ����ؼ�ëƬ|
������av���뾫Ʒɫ��ҹ|
����������Ļ����һ����������|
����ŷ��������Ļ��������|